Как сделать круги на нержавейке
Травление металла в домашних условиях: как вытравить рисунок, химическое травление

Художественная обработка металлических изделий может быть разной, в том числе нанесение узоров с помощью краски или специальных химикатов. Но максимальной надежностью с точки зрения длительности сохранения результата отличаются способы с использованием активных реакций, когда меняется структура поверхностного слоя. В статье мы расскажем о том, как сделать химическое травление (нанесение рисунка/надписи) на металле с помощью электролиза в домашних условиях своими руками.
Суть метода
Технология заключается в том, чтобы обезопасить участки, которые должны оставаться целыми, от воздействия химиката. Защитное покрытие может наноситься разными способами – ниже мы их подробно опишем. После этого должна воздействовать кислота. Деталь из железа погружают в раствор электролитов и подвергают реакции. Чем она длительнее, тем более толстый слой будет убран с поверхности. Интересный результат показывает многослойное протравливание, когда погружение производится в несколько этапов.
Используемые способы
Несмотря на то, что суть методика одна – это снятие верхнего металлического слоя с помощью воздействия агрессивного вещества в заранее подготовленных, идеальных для этого условиях, технологию можно разделить по видам. В основу классификации будет положено не то, как вытравить рисунок на металле, а какой раствор для травления приготовить. В зависимости от материала, различают способы:
Химический. Его также называют жидким, поскольку применяются жидкости – кислоты. Несмотря на то, что результат получается достаточно быстрый и качественный, а специфическое или дорогое оборудование приобретать не нужно, не все пользуются именно таким методом, поскольку в ходе протравливания образуются едкие, вредные для здоровья пары. Очень важно придерживаться техники безопасности и обеспечить защиту верхних дыхательных путей.
Электрохимический (гальванический). Суть в том, что реакцию металла с электролитическим раствором усиливает пропущенный через емкость электрический ток. Преимущества использования заряда в высокой скорости процесса, точном результате и в отсутствии испарений.
Ионно-плазменный. Второе название – сухой. Методика реализуется только на высокотехнологичном производстве, потому что требует дорогостоящего оборудования. На зону обработки попадает точно направленный пучок ионизированной плазмы. Наиболее часто так изготавливают микросхемы и другие миниатюрные элементы бытовой техники и гаджетов.
Как травить рисунок на металле в домашних условиях гальваническим способом
Рассмотрим именно этот процесс как наиболее популярный, дающий отличный результат, а также не очень затратный и доступный дома. Первое приятное отличие от химического метода – нет вредных паров. Раствор электролита зависит, в первую очередь, от протравленного материала:
Используемые химические элементы
Нашатырный спирт, сульфат железа
Медные сплавы (чистая медь, бронза, латунь)
Для того чтобы провести нанесение узора на металл своими руками, вам понадобится подготовить следующие материалы и оборудование:
Емкость, не проводящая ток, которая соответствует размерам обрабатываемой детали и немного превышает их.
Источник электричества на 5 вольт.
Катод – он должен быть изготовлен из такой же стали, что и заготовка.
Подвесы из проволоки, на которые нужно будет подвешивать металлический элемент.
Штанги-проводники в количестве двух штук, которые превышают размеры ванны.
Теперь представляем алгоритм действий:
Подсоединяем первую штангу к источнику электроэнергии (отрицательный заряд), прикрепляем катод.
Вторую, соответственно, к положительному выводу, а также она будет служить опорой, на которой будет подвешено изделие (анод).
Затем подается напряжение. Когда оно включается, происходит электролитический перенос. Однако только с тех поверхностей, которые не были покрыты каким-либо защитным покрытием.
Художественное травление металла в домашних условиях
Методика, которую применяют в целях декорирования металлических изделий, может быть любой из представленных выше. Обычно это пользуется популярностью для нанесения узоров на холодном и огнестрельном оружии, на кухонной утвари, стальных частях автомобиля и любых других предметов из стали. Чаще всего в качестве трафаретов используют сцены охоты, абстракцию, силуэты животных. Иногда процесс протравливания совмещают с рядом других методов декорирования металлических поверхностей, например, с воронением. Тогда рисунок получает дополнительный желтоватый оттенок.
Посмотрим видео про травление металла в домашних условиях:
Обычно в этих целях применяют:
Для оклеенной поверхности берется горячая игла. Ей царапаются контуры изображения или гравировки. Таким образом материал прорезается. Берется пинцет, им аккуратно приподнимаются и удаляются участки скотча с тех фрагментов, где предполагается протравливание. А другие части остаются защищенными. Чтобы затем убрать клейкий слой, можно использовать обычный растворитель. Не забывайте об обязательном обезжиривании перед началом процесса.
Подготовка поверхности перед тем, как нанести рисунок на металл для травления
Зачем производить очистку и обезжиривание? Для того, чтобы ускорить всю процедуру, а также для улучшенного результата – удаление происходит ровным, одинаковым слоем. Первым делом нужно убрать любые загрязнения – это и механические (обыкновенная грязь), и химические (масло, например) элементы. С этой целью можно использовать мыльный раствор, классическое средство для мытья посуды, порошок. Далее дайте детали обсохнуть при нормальных климатических условиях. Лучше не тереть теми тряпками, которые могут оставить ворсинки, а пропитать, к примеру, бумажными салфетками.
Следующий этап – это удаление жирного, маслянистого слоя, помочь в этом может обезжириватель или обычный бензин, растворитель, ацетон, спирт.
Можно применять не только химические способы очистки, но и механические – совмещать их. Для этого можно применять полировку и шлифовку. Если полировочные составы и губки недоступны мастеру, а есть в наличии только наждачная бумага, то важно шкурить строго в одном направлении, чтобы следы были параллельные, а не хаотичные. Это позволит улучшить общий внешний вид готового изделия.
Нанесение рисунка на металл для травления: как сделать узор
Общий принцип единый: нужно защитить одну часть от разъедающего воздействия протравливающего состава. Только действовать можно с помощью разных материалов. Мы ниже приведем примеры таких веществ.
Лак для ногтей
Доступность этого метода очень высокая – косметическое средство можно купить в любом соответствующем магазине. Но пользователи отмечают, что есть несколько негативных сторон:
Поскольку жидкость достаточно вязкая, ее не получается наносить на очень маленькие детали, тонкие штрихи.
Не каждый человек без опыта сможет без трафарета нарисовать узор кисточкой. Должны быть определенные навыки рисования, а также твердая рука.
Если была допущена ошибка, то осторожно стереть неправильный участок лака достаточно сложно, он будет размазываться.
Травление рисунка на нержавейке грунтовкой или битумом
Способ достаточно кропотливый. Сперва вся обрабатываемая поверхность покрывается жидким материалом. После того как он подсохнет, берется ручка или фломастер, карандаш, им переносится узор. Затем нужно взять иголку, тонкую проволоку или другой заостренный металлический элемент. С его помощью необходимо процарапать все детали рисунка, которые не подвергаются протравливанию.При этом обратите внимание на то, чтобы не было сколов. Для нанесения подойдет грунтовка типов ГФ 021, ХВ 062, а также самый обычный битумный лак. Обычно технику используют, когда нужно нанести тонкие линии, а также изображения, отличающиеся высокой сложностью.
Глянцевая бумага
Необязательно покупать специальные одноцветные листы, вполне подойдет старый журнал. Однако отсутствие лишних напечатанных рисунков и текста на глянце способствует точному нанесению заготовленного узора. Что важно сделать:
На компьютере подготовить изображение и сделать его зеркальным (особенно важно для текста).
Используя струйный принтер, напечатать заготовку на глянцевую бумагу.
Пока чернила еще не до конца засохли, весь эскиз прикладывают к металлической поверхности, разглаживают его.
После остывания можно смочить листок теплой водой.
Перед началом следует защитить торцевые стороны изделия, а также задние, поскольку они в обратном случае тоже будут взаимодействовать с протравой. Как и у всех способов, этот имеет достоинства и недостатки. Основной плюс – максимальная точность перенесения изображения и отсутствие ошибок из-за художественного исполнения. К минусам же можно отнести то, что для точности поверхность должна быть максимально гладкой. Добиться этого можно с помощью качественной предварительной зачистки. Эта технология активно используется компьютерщиками и электриками для изготовления печатных плат.
Немного информации о травлении стали
Кроме высокой эстетичности, стальные детали, протравленные одним из методов, получают еще некоторые преимущества. Таким образом можно легко избавиться от оксидных пленок и окалин. Но для этих целей очень важно, чтобы были соблюдены такие параметры, как:
Длительность пребывания детали в электролитическом растворе.
Концентрация определенных веществ в протраве.
Сила подаваемого тока.
Вне зависимости от того, какая технология используется – гальваническая или химическая, применяются достаточно сильно активные кислоты – соляная, серная. Перед тем как травить сталь, обязательно нужно тщательно обезжирить поверхность. Жирные пятна – это основная причина того, что заготовка портится. Кроме того, важно защитить те участки детали, которые в дальнейшем не требуется протравливать. Для этих целей можно применять лакокрасочные покрытия на основе скипидара, гудрона или канифоли. Так как они легко воспламеняются, необходимо быть очень осторожными в ходе работы. А когда процесс завершен, поверхность можно очень просто убрать обычным растворителем для лака.
Протравы, используемые для стали
Обычно растворы являются многокомпонентными, но не всегда. В качестве основы или добавки могут применять кислоты:
Серную (для чугунов).
В качестве вспомогательных компонентов выступают:
На их основе готовят глифоген, его же можно купить уже приготовленным. В нем выдерживают для протравливания деталь первый раз – достаточно нескольких минут. Затем ее обмывают и высушивают, и только после этого помещают в финальный раствор.
Травление цветных металлов
Несколько много различных металлических сплавов и отдельных веществ в таблице Менделеева, настолько многочисленны применяемые протравы. Их эффективность часто обусловлена атомным весом элемента.
Чаще всего из цветмета травят медь, латунь и бронзу. С ними одинаково хорошо вступают в реакцию такие кислоты, как соляная, фосфорная и азотная. Соединения хрома в составе способствуют ускорению происходящей реакции.
Одним из немногих элементов, который реагирует не на кислотную, а на щелочную среду, является алюминий и, соответственно, алюминиевые сплавы. Кроме него, можно назвать молибден. Для них следует смешать едкий натр, добавить перекись водорода.
Очень сложно обрабатывать титан, ему обязательно необходимо подготавливать две ванны – сперва со щелочным раствором, а затем с сильными кислотами, такими как серная и азотная в высокой концентрации. Таким образом, сперва снимаются окислы, а затем только производится гальванизация.
Если нужно протравить более редкие металлы, например, никель или вольфрам, то стоит смешать перекись водорода с HCOOH.
Создание печатных плат
В качестве заготовки используют тонкий лист текстолита, который с обеих сторон покрыт слоем меди. Задача специалиста – сделать токопроводящие дорожки в точном соответствии с чертежом. Это достаточно тонкая работа. Нужно закрепить на линиях какой-либо защитный материал (обычно это лак), а остатки медной фольги убрать с помощью пинцета. При травлении используются такие материалы:
Состав из серной кислоты, перекиси водорода и воды.
Сульфат меди с хлоридом натрия.
Это в том случае, если применяется жидкий способ. После этого необходимо тщательно убрать все остатки химиката. Также подходит электролитический вариант.
Как проходит процесс для других материалов
Часто так декорируют стекло, например, предметы кухонной утвари, окна, зеркала. Единственное вещество, которое с легкостью и достаточно безопасно растворяет стекло, – это плавиковая кислота. А в качестве защитного покрытия подойдет воск, канифоль. В остальном все этапы прежние – подготовка поверхности, защита участков, нанесения жидкого химиката, снятие остатков.
Техника безопасности
Любая химическая реакция происходит в условиях повышенной опасности, используемые материалы вполне могут разъесть кожу и мягкие ткани, некоторые емкости, а их газы при проведении процедуры сильно повреждают органы дыхания. Поэтому необходимо соблюдать рекомендации:
Использовать специальные ванны.
Надевать защитные перчатки, очки и респиратор.
Работать в проветриваемом помещении.
Мы рассказали, как сделать рисунок на железе травлением в домашних условиях. Будьте осторожны при создании узоров и надписей.
Зеркало из нержавейки своими руками
В очередной разу нас в руках оказался отличный кусок нержавейки, который подарил клиент.

На самом деле очень приличный кусок, круглый диаметром около 150 мм и 10 мм толщиной. Хоть блин для гантели делай. Но один блин, как говорится в поле не воин. Поэтому решил сделать из него зеркало, просто так, ради процесса. (так себе отмазка, на самом деле кругов было 4).
Но не вижу смысла не повториться. Тем более здесь ведь законченный процесс изготовления предмета интреьера.
Круг вырезан с помощью гидроабарзивной резки и имеет довольно аккуратные края. Но для придания более изысканного внешнего вида следует их обработать.
Для большей части процесса обработки будет использоваться УШМ с регулировкой оборотов и круги на липучке с мягкой опорной тарелкой.

Аккуратно шлифуем края детали, удерживая заготовку вручную.

Тем же кругом обрабатываем и обе стороны детали. Это нужно чтобы удалить естественные поры металла и глубокие царапины, полученные при транспортировке.

Мягкая тарелка отлично выдерживает форму детали, соблюдает плоскость.
Необходимая жесткость первого шага придается плотной основой круга с цирконатом алюминия.
Сразу нужно подготовить заднюю чать зеркала, чтобы уже не возвращаться к нему.
С помощью ОШМ BOSCH шлифую заднюю часть зеркала и боковые грани тем же кругом Р80.


Кстати, это пожалуй лучшие круги для матирования с очень мягкой структурой. Благодаря ей можно обработать даже некоторые сложные места.
Зеркало должно как то держаться на стене. Для этого приварим небольшую петельку из присадочного прутка сзади.



И снова заматируем нетканым кругом на липучке с помощью ОШМ.
Готово. Выгялит как будто так все и было. Максимально равномерно.

Приступаем к лицевой части.
Здесь у нас пойдет круги на липучке, шаг за шагом, начиная с самой обдирки.


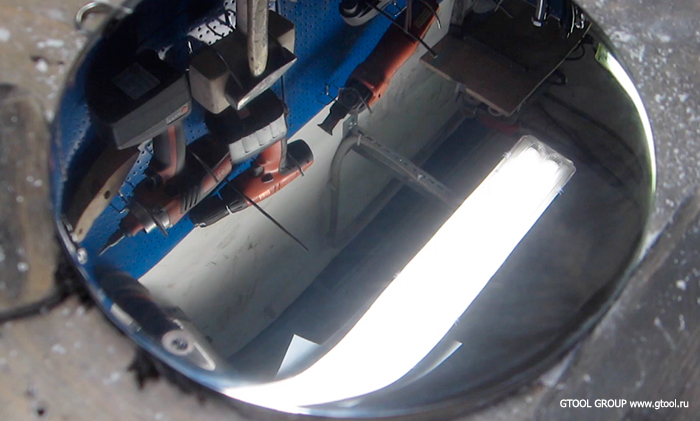
Теперь считаем поверхность готовой к полировке.
Полировку сделаем в лучших традициях — в два шага.


Удаляем остатки пасты с поверхности с помощью венской извести.



Эта паста отлично удаляет следы от предварительной полировки и плотного войлока, а так же придает поверхности очень яркий блеск.
Все изделие готово.
Но в конце я заметил что у зеркала остались острые кромки, которые могут поранить.
И я слегка их приплавил с помощью TIG сварки.

Все, теперь зеркало безопасно и можно любоваться сколько угодно.
И даже делать маленькие круглые селфи.

Самые актуальные новости в наших соцсетях и на нашем канале:
Сверла по нержавейке: как просверлить нержавейку в домашних условиях
Нержавеющая сталь активно используется в строительной отрасли, позволяя сооружать долговечные и прочные конструкции без риска коррозийного повреждения. Однако прочностные качества и в целом физические характеристики таких сплавов создают немало проблем на этапе монтажных мероприятий, когда требуется выполнение точечной слесарной обработки. Например, создание отверстий – одна из самых популярных операций такого рода, позволяющая подготовить технологические зоны для будущего крепежа.
Соответственно, возникает вопрос о том, как просверлить нержавейку? Задача непростая и требующая использования специального инструмента. Также техника непосредственного выполнения работы требует от исполнителя знания определенных нюансов процесса.

Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ. Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой. К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
чем сверлить нержавейку?
Serg написал : Для обработки нержавейки обычно применяют олеиновую кислоту
Выбор подходящего сверла
Желательно отдавать предпочтение кобальтовым сверлам, выполненным из быстрорежущих стальных сплавов марок HSS (М35), HSSCo5, Р6МК5 и др. Целевое назначение подобной оснастки – выполнять отверстия в труднообрабатываемых и нержавеющих заготовках.
Например, в составе сверла Р6М5К5 содержится 5 % кобальта, что значительно увеличивает красностойкость изделия. Иными словами, накаливание сверла с критическим перегревом может произойти только в случае превышения установленных нормативов по времени рабочего сеанса, но не в обычном штатном режиме сверления. При этом даже интенсивная эксплуатация элемента не снизит его износостойкости и твердости. Эти качества можно объяснить особой технологией производства по методу шлифования, который исключает внутреннее напряжение металла.
Маркировка сверла
Чтобы просверлить нержавейку, необходимо использовать специальную оснастку. Любые сверла, в том числе и по нержавеющей стали, имеют определенную маркировку. Она указывает на технические характеристики, материал и размер оснастки.
Существует одно исключение из правил, которое учитываются производителями оснастки. Маркировка не указывается на сверлах диаметром до 2 мм. Связано это с небольшим размером инструмента. Вся информация указывается на упаковке.
Зарубежные производители делают маркировку HSS, которая содержит информацию о легирующих компонентах, их количестве:
Конструкционные параметры сверла: что учесть?
Рабочая часть сверла может выполняться по-разному, в зависимости от требуемой техники реза. К примеру, спиральные модели имеют стержень с винтовыми кромками и канавками, уводящими стружку. Это универсальный вариант для бытовых работ, характеризующийся надежностью и достойным качеством сверления.
В качестве альтернативы можно предложить и ступенчатое сверло, но оно скорее подходит для производств, где требуется за небольшие промежутки времени без смены оснастки выполнять несколько разноформатных отверстий.
Также следует обратить внимание на угол заточки сверла по нержавейке, который может составлять от 100° до 140°. Какой угол будет предпочтительнее? Для сталей лучше выбирать модели на 130-140°. Понижение этого показателя делает сверло подходящим уже для мягких материалов наподобие дюралюминия и латуни.
Принципы выбора сверл по нержавейки
Выбирая сверла для нержавеющей стали, необходимо обращать внимание на ряд факторов:
Чем больше диаметр, тем выше цена.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа. На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2. Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Как сверлить нержавейку кобальтовым сверлом
В том случае если в вашем распоряжении имеется оборудование, позволяющее с высокой точностью выбрать оптимальные обороты, подачу и обеспечить охлаждение, для работы с нержавейкой рекомендуемыми будут следующие параметры:
Скорость резки. Оптимальным значением будет 10 м/мин. Приводимое значение будет оптимальным для сверления большинства нержавеющих сталей. К тому же ее использование предоставит возможность для выбора оборотов.
Определить обороты можно, воспользовавшись следующей формулой:
для сверла диаметром 1,0 – 3180 об/мин;
для сверла 5,0 уже 636 об/мин;
Подача. Для расчета этого параметра также следует использовать простую формулу:
где d- диаметр сверла.
Выражаясь более простыми словами, за одну минуту сверло по металлу, диаметр которого составляет 5 мм должно создать отверстие глубиной 3 мм
. При работе сверлом по металлу диаметром 10 мм создаваемое отверстие должно иметь размер 1,6 мм.
Проблема с перегревом решается при помощи олеиновой кислоты, которая будет выполнять роль охлаждающей жидкости.
Подготовка смазочно-охлаждающих материалов
Высокопроизводительная механическая обработка металлических сплавов сопровождается повышенными нагрузками с температурой, доведенной до критических величин. Чтобы минимизировать подобные эффекты, применяются смазочные и охлаждающие жидкости для сверления под нагрузкой. В этой части надо предусмотреть два момента – саму механику подачи состава и его рецептуру.
Что касается первого, то в разовых мероприятиях можно смачивать рабочую область вручную по мере накала. Автоматические системы обычно реализуются в виде насосной подводки – например, из автомобильной помпы. Оптимальный же состав смеси будет включать комбинацию машинного масла и серы. В качестве дополнительного модификатора можно использовать и технические присадки, повышающие вязкость масла.
Использование смазочных материалов
Работая сверлами по нержавеющей стали, нельзя забывать про применение охлаждающих смесей. Связано это с тем, что просверливаемый материал имеет высокий показатель вязкости. Из-за этого перегревается оснастка, сплав. Если сверление проводиться с помощью станка, необходимо установить специальную систему, которая будет подавать охлаждающие жидкости в рабочую зону.
Можно приготовить эффективную охлаждающую смесь в домашних условиях. Пошаговая инструкция:
После этого необходимо подождать пока жирные кислоты затвердеют аккуратно снять поверхностный слой. Для работы жирные кислоты разбавляются водой в пропорции 1 к 6. Полученным составом смазывают рабочую зону, оснастку.
Процесс сверления
Инструмент сразу настраивается на низкие или средние обороты, так как нержавейка плохо переносит высокие скорости – так можно повредить кромки или сверло. Заготовка устанавливается на прочно зафиксированную базу. Желательно использовать металлический верстак с тисками. Непосредственно механический контакт выполняется только в момент достижения оптимальной скорости дрели. Затем приступают к резу.
Кобальтовое сверло по нержавейке направляется строго перпендикулярно под легким нажимом. Никаких отклонений или рывков допускать нельзя. Более того, даже остановки не желательны, так как сбой темпа движения в принципе негативно отразится на структуре отверстия. Завершается процесс с поддержкой начальных оборотов. Снижение скорости и отключение аппарата производится только после изъятия сверла из отверстия.
Особенности работы с закаленной нержавейкой
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch. Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях. Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Полезные приемы при сверлении
Чтобы делать ровные отверстия, без порчи оснастки, материала, можно воспользоваться несколькими приемами:
Обычная оснастка — неподходящий вариант для проведения работ. Металлические заусенцы, появившиеся после создания отверстия, требуется удалить наждачной бумагой.
Чтобы просверлить нержавеющую сталь, необходимо правильно выбрать оснастку. Для этого нужно разбираться в маркировке, посоветоваться с продавцом. Отдельным этапом является процесс сверления в домашних условиях. Для этого нужно потренироваться с ненужными заготовками, научиться использовать охлаждающую жидкость. Советы мастеров помогут не допустить ошибок.
Чем и как сверлить нержавейку.
Техника безопасности при сверлении
Затем другой вопрос – как просверлить нержавейку с минимальным дискомфортом от вибраций? Дело в том, что длительные и систематические работы со строительным инструментом именно через сильные колебания в итоге сказываются на состоянии нервной системы, на зрении и органах дыхания.
Выходом станет применение штатной системы гашения вибраций, а также установка дополнительных пружинных устройств на корпус. К примеру, шарнирные демпфирующие приспособления создают эффект амортизации, практически исключая ощутимые колебания.
Общие рекомендации по ходу работы
Многое в рабочем процессе будет зависеть от конкретных условий и характеристик инструмента. Но есть и универсальные правила выполнения ответственных сверлильных операций, которые рекомендуют специалисты: