какие бывают валы по форме наружных поверхностей
Виды и назначение валов и осей
Тема: «Виды и назначение валов и осей».
1). Общее сведение.
2). Разновидности валов и осей.
3). Конструктивные элементы валов и осей.
4). Материалы валов и осей.
1). Зубчатые колёса, шкивы, звёздочки и другие вращающиеся детали машин устанавливают на валах или осях.
Вал предназначен для поддержания сидящих на нём деталей и передачи вращающегося момента. При работе вал испытывает изгиб и кручение, а в отдельных случаях дополнительно растяжение и сжатие.
Ось – это деталь, предназначена для поддержания сидящих на ней деталей. В отличие от вала ось не передаёт крутящего момента и, следовательно, не испытывает кручения. Оси могут быть неподвижными или вращаться вместе с насаженной на неё деталей.
2). По геометрической форме валы делятся на прямые, коленчатые и гибкие. Коленчатые и гибкие валы относятся к специальным деталям и в настоящем курсе не рассматривается. Оси, как правило, изготавливают прямыми. По назначению прямые валы и оси могут быть гладкими или ступенчатыми. Образование ступеней связанно с нагрузкой отдельных сечений, а так же условиями изготовления и удобства сборки. По типу сечения валы и оси бывают сплошные и полые. Полые сечения применяются для уменьшения массы или для размещения внутри себя другой детали.
3). Участки вала или оси, лежащие на опорах, называют опорными. Они подразделяются на три разновидности:
I. Шипом называется цапфа, которая расположена на конце вала или оси и передающая радиальную нагрузку.
II. Шейкой называется цапфа, которая расположена в средней части вала или оси. Опорами для опор и шеек служат подшипники. Шипы и шейки могут быть сферическими, коническими и цилиндрическими.
III. Пятой называют цапфу, которая передаёт осевую нагрузку. Опорами для пят служат подпятники. Пяты могут быть сплошными, кольцевидными и гребенчатыми. Они применяются редко.
4). Материалы валов и осей должны быть прочными, легко обрабатываться и иметь высокий модуль упругости. Прямые валы и оси изготовлены в основном из углеродистых и легированных сталей. Для валов и осей без термообработки применяют стали СТ – 5, СТ – 6, для валов с термообработкой применяют стали СТ – 45, СТ – 40Х. Быстроходные валы, работающие в подшипниках скольжения, изготавливают из стали СТ – 20, СТ – 20Х, СТ – 12Х, СТ – 3А. Цапфы этих валов цементируют для повышения износостойкости. Валы и оси обрабатывают на токарных станках с последующим шлифованием цапф и посадочных гнезд.
Какие бывают валы по форме наружных поверхностей
пвэйе учедеойс й пуопчщ лпоуфтхйтпчбойс
чТБЭБАЭЙЕУС ДЕФБМЙ НБЫЙОЩ ХУФБОБЧМЙЧБАФ ОБ ЧБМБИ ЙМЙ ПУСИ, ПВЕУРЕЮЙЧБАЭЙИ РПУФПСООПЕ РПМПЦЕОЙЕ ПУЙ ЧТБЭЕОЙС ЬФЙИ ДЕФБМЕК.
чБМЩ РП ОБЪОБЮЕОЙА НПЦОП ТБЪДЕМЙФШ:
рП ЖПТНЕ ЗЕПНЕФТЙЮЕУЛПК ПУЙ ЧБМЩ ТБЪДЕМСАФ ОБ РТСНЩЕ Й ЛПМЕОЮБФЩЕ. лПМЕОЮБФЩЕ ЧБМЩ (ТЙУХОПЛ 116, Д) РТЙНЕОСАФ РТЙ ОЕПВИПДЙНПУФЙ РТЕПВТБЪПЧБОЙС Ч НБЫЙОЕ ЧПЪЧТБФОП-РПУФХРБФЕМШОПЗП ДЧЙЦЕОЙС ЧП ЧТБЭБФЕМШОПЕ ЙМЙ ОБПВПТПФ, РТЙЮЕН ПОЙ УПЧНЕЭБАФ ЖХОЛГЙЙ ПВЩЮОЩИ ЧБМПЧ У ЖХОЛГЙСНЙ ЛТЙЧПЫЙРПЧ Ч ЛТЙЧПЫЙРОП-РПМЪХООЩИ НЕИБОЙЪНБИ. пУПВХА ЗТХРРХ УПУФБЧМСАФ ЗЙВЛЙЕ ЧБМЩ У ЙЪНЕОСЕНПК ЖПТНПК ЗЕПНЕФТЙЮЕУЛПК ПУЙ.
пУЙ РТЕДОБЪОБЮЕОЩ ДМС РПДДЕТЦБОЙС ЧТБЭБАЭЙИУС ДЕФБМЕК Й ОЕ РЕТЕДБАФ РПМЕЪОПЗП ЛТХФСЭЕЗП НПНЕОФБ. пВЩЮОП ПОЙ РПДЧЕТЗБАФУС ЧПЪДЕКУФЧЙА РПРЕТЕЮОЩИ УЙМ, ЙЪЗЙВБАЭЙИ НПНЕОФПЧ Й ОЕ ХЮЙФЩЧБЕНЩИ РТЙ ТБУЮЕФБИ ЛТХФСЭЙИ НПНЕОФПЧ ПФ УЙМ ФТЕОЙС.
пУЙ (ТЙУХОПЛ 116,Е-Ц) ТБЪДЕМСАФ ОБ ЧТБЭБАЭЙЕУС, ПВЕУРЕЮЙЧБАЭЙЕ МХЮЫХА ТБВПФХ РПДЫЙРОЙЛПЧ, Й ОЕРПДЧЙЦОЩЕ, ФТЕВХАЭЙЕ ЧУФТПКЛЙ РПДЫЙРОЙЛПЧ ЧП ЧТБЭБАЭЙЕУС ДЕФБМЙ.
пРПТОЩЕ ЮБУФЙ ЧБМПЧ Й ПУЕК ОБЪЩЧБАФ ГБРЖБНЙ ЙМЙ ЫЕКЛБНЙ.
рТСНЩЕ ЧБМЩ ТБЪДЕМСАФ ОБ:
рП ЖПТНЕ УЕЮЕОЙС ЧБМЩ ТБЪДЕМСАФ ОБ ЗМБДЛЙЕ, ЫМЙГЕЧЩЕ Й РТПЖЙМШОЩЕ.
жПТНБ ЧБМБ РП ДМЙОЕ ПРТЕДЕМСЕФУС ТБУРТЕДЕМЕОЙЕН ОБЗТХЪЛЙ Й ХУМПЧЙСНЙ ФЕИОПМПЗЙЙ ЙЪЗПФПЧМЕОЙС Й УВПТЛЙ.
ьРАТЩ ЙЪЗЙВБАЭЙИ НПНЕОФПЧ РП ДМЙОЕ ЧБМПЧ, ЛБЛ РТБЧЙМП, ОЕ РПУФПСООЩ Й ПВЩЮОП УИПДСФ Л ОХМА Л ЛПОГЕЧЩН ПРПТБН ЙМЙ Л ЛПОГБН ЧБМПЧ. лТХФСЭЙК НПНЕОФ ПВЩЮОП РЕТЕДБЕФУС ОЕ ОБ ЧУЕК ДМЙОЕ ЧБМБ. рПЬФПНХ РП ХУМПЧЙА РТПЮОПУФЙ ДПРХУФЙНП Й ГЕМЕУППВТБЪОП ЛПОУФТХЙТПЧБФШ ЧБМЩ РЕТЕНЕООПЗП УЕЮЕОЙС, РТЙВМЙЦБАЭЙЕУС Л ФЕМБН ТБЧОПЗП УПРТПФЙЧМЕОЙС. рТБЛФЙЮЕУЛЙ ЧБМЩ ЧЩРПМОСАФ УФХРЕОЮБФЩНЙ. ьФБ ЖПТНБ ХДПВОБ Ч ЙЪЗПФПЧМЕОЙЙ УВПТЛЕ; ХУФХРЩ ЧБМПЧ НПЗХФ ЧПУРТЙОЙНБФШ ВПМШЫЙЕ ПУЕЧЩЕ УЙМЩ. цЕМБФЕМШОП, ЮФПВЩ ЛБЦДБС ОБУБЦЙЧБЕНБС ОБ ЧБМ ОЕТБЪЯЕНОБС ДЕФБМШ РТПИПДЙМБ РП ЧБМХ ДП УЧПЕК РПУБДПЮОПК РПЧЕТИОПУФЙ ВЕЪ ОБФСЗБ ЧП ЙЪВЕЦБОЙЕ РПЧТЕЦДЕОЙС РПЧЕТИОПУФЕК Й ПУМБВМЕОЙС РПУБДПЛ. чБМЩ НПЗХФ ВЩФШ РПМЩНЙ. рПМЩК ЧБМ У ПФОПЫЕОЙЕН ДЙБНЕФТБ ПФЧЕТУФЙС Л ОБТХЦОПНХ ДЙБНЕФТХ 0,75 МЕЗЮЕ УРМПЫОПЗП ТБЧОПРТПЮОПЗП РПЮФЙ Ч 2 ТБЪБ. рТБЛФЙЮЕУЛЙ РПМЩЕ ЧБМЩ РТЙНЕОСАФ РТЙ ЦЕУФЛЙИ ФТЕВПЧБОЙСИ Л НБУУЕ Й РТЙ ОЕПВИПДЙНПУФЙ РТПИПДБ УЛЧПЪШ ЧБМЩ ЙМЙ ТБЪНЕЭЕОЙС ЧОХФТЙ ЧБМПЧ ДТХЗЙИ ДЕФБМЕК. ч НБУУПЧПН РТПЙЪЧПДУФЧЕ ЙОПЗДБ РТЙНЕОСАФ РПМЩЕ УЧБТОЩЕ ЧБМЩ РПУФПСООПЗП УЕЮЕОЙС ЙЪ МЕОФЩ, ОБНПФБООПК РП ЧЙОФПЧПК МЙОЙЙ. рТЙ ЬФПН ЬЛПОПНЙФУС ДП 60 % НЕФБММБ.
лТХЗМБС ЛБЮЕУФЧЕООБС УФБМШ ДМС ЧБМПЧ РПУФБЧМСЕФУС ДМЙОПК ДП 6-7 Н, РПЬФПНХ ВПМЕЕ ДМЙООЩЕ ЧБМЩ ДЕМБАФ УПУФБЧОЩНЙ, ЮФП ОЕПВИПДЙНП ФБЛЦЕ РП ХУМПЧЙСН НПОФБЦБ Й ФТБОУРПТФЙТПЧБОЙС. чБМЩ УПЕДЙОСАФ У РПНПЭША УПЕДЙОЙФЕМШОЩИ НХЖФ ЙМЙ ЖМБОГЕЧ ОБ ЧБМБИ. жМБОГЩ ДЕМБАФ ОБ ЖБУПООЩИ ЮХЗХООЩИ ЧБМБИ Й ОБ ФСЦЕМП ОБЗТХЦЕООЩИ УФБМШОЩИ ЧБМБИ. л УФБМШОЩН ЧБМБН ЖМБОГЩ ПВЩЮОП РТЙЧБТЙЧБАФ ЙМЙ ЙИ ЧЩРПМОСАФ ЧЩУБДЛПК.
хЪЛЙЕ ХРПТОЩЕ ВХТФЙЛЙ ОБ ЧБМБИ ЧЩРПМОСФШ ОЕГЕМЕУППВТБЪОП, ФБЛ ЛБЛ ЬФП РТЙЧПДЙФ Л ХЧЕМЙЮЕОЙА ДЙБНЕФТПЧ ЪБЗПФПЧПЛ Й Л РЕТЕЧПДХ Ч УФТХЦЛХ ЪОБЮЙФЕМШОПЗП ЛПМЙЮЕУФЧБ НЕФБММБ.
еУМЙ ФЙИПИПДОЩК ЧБМ ЙНЕЕФ ОЕУЛПМШЛП ЫРПОПЮОЩИ ЛБОБЧПЛ РП ДМЙОЕ, ФП ЧП ЙЪВЕЦБОЙЕ РЕТЕУФБОПЧЛЙ ЧБМБ РТЙ ЖТЕЪЕТПЧБОЙЙ ЙИ ГЕМЕУППВТБЪОП ТБЪНЕЭБФШ Ч ПДОПК РМПУЛПУФЙ.
гБРЖЩ (ЫЕКЛЙ) ЧБМПЧ, ТБВПФБАЭЙЕ Ч РПДЫЙРОЙЛБИ УЛПМШЦЕОЙС, ЧЩРПМОСАФ: ГЙМЙОДТЙЮЕУЛЙНЙ; ЛПОЙЮЕУЛЙНЙ; УЖЕТЙЮЕУЛЙНЙ (ТЙУХОПЛ 117). пУОПЧОПЕ РТЙНЕОЕОЙЕ ЙНЕАФ ГЙМЙОДТЙЮЕУЛЙЕ ГБРЖЩ. лПОГЕЧЩЕ ГБРЖЩ ДМС ПВМЕЗЮЕОЙС УВПТЛЙ Й ЖЙЛУБГЙЙ ЧБМБ Ч ПУЕЧПН ОБРТБЧМЕОЙЙ ПВЩЮОП ДЕМБАФ ОЕУЛПМШЛП НЕОШЫЕЗП ДЙБНЕФТБ, ЮЕН УПУЕДОЙК ХЮБУФПЛ ЧБМБ (ТЙУХОПЛ 117, Б). йОПЗДБ ГБРЖЩ, РТЙ ТБЪЯЕНОЩИ РПДЫЙРОЙЛБИ, ДЕМБАФ У ВХТФБНЙ ДМС РТЕДПФЧТБЭЕОЙС ПУЕЧЩИ УНЕЭЕОЙК Ч ПВПЙИ ОБРТБЧМЕОЙСИ (ТЙУХОПЛ 117,6). лПОЙЮЕУЛЙЕ ГБРЖЩ (ТЙУХОПЛ 117, Ч) РТЙНЕОСАФ ДМС ТЕЗХМЙТПЧБОЙС ЪБЪПТБ Ч РПДЫЙРОЙЛБИ, Б ЙОПЗДБ ФБЛЦЕ ДМС ПУЕЧПЗП ЖЙЛУЙТПЧБОЙС ЧБМБ. ъБЪПТ ТЕЗХМЙТХАФ ПУЕЧЩН РЕТЕНЕЭЕОЙЕН ЧБМБ ЙМЙ ЧЛМБДЩЫБ РПДЫЙРОЙЛБ. уЖЕТЙЮЕУЛЙЕ ГБРЖЩ (ТЙУХОПЛ 117, З) ЧЧЙДХ ФТХДОПУФЙ ЙИ ЙЪЗПФПЧМЕОЙС РТЙНЕОСАФ ФПМШЛП РТЙ ОЕПВИПДЙНПУФЙ ЪОБЮЙФЕМШОЩИ ХЗМПЧЩИ УНЕЭЕОЙК ПУЙ ЧБМБ.
рПУБДПЮОЩЕ РПЧЕТИОПУФЙ РПД УФХРЙГЩ ДЕФБМЕК, ОБУБЦЙЧБЕНЩИ ОБ ЧБМ, ЧЩРПМОСАФ ГЙМЙОДТЙЮЕУЛЙНЙ ЙМЙ ЛПОЙЮЕУЛЙНЙ. пУОПЧОПЕ РТЙНЕОЕОЙЕ ЙНЕАФ ГЙМЙОДТЙЮЕУЛЙЕ РПЧЕТИОПУФЙ ЛБЛ ВПМЕЕ РТПУФЩЕ. лПОЙЮЕУЛЙЕ РПЧЕТИОПУФЙ РТЙНЕОСАФ: ДМС ПВМЕЗЮЕОЙС РПУФБОПЧЛЙ ОБ ЧБМ Й УОСФЙС У ОЕЗП ФСЦЕМЩИ ДЕФБМЕК, ДМС ПВЕУРЕЮЕОЙС ЪБДБООПЗП ОБФСЗБ, ДМС ВЩУФТПК УНЕОЩ ДЕФБМЕК ФЙРБ УНЕООЩИ ЫЕУФЕТЕО Й ДМС РПЧЩЫЕОЙС ФПЮОПУФЙ ГЕОФТЙТПЧБОЙС ДЕФБМЕК. ч РПУМЕДОЕЕ ЧТЕНС ЛПОЙЮЕУЛЙЕ УПЕДЙОЕОЙС У ВПМШЫЙН ОБФСЗПН РПМХЮЙМЙ ЫЙТПЛПЕ ТБУРТПУФТБОЕОЙЕ.
пУЕЧЩЕ ОБЗТХЪЛЙ ОБ ЧБМЩ ПФ ОБУБЦЕООЩИ ОБ ОЙИ ДЕФБМЕК РЕТЕДБАФУС УМЕДХАЭЙНЙ УРПУПВБНЙ:
уПРТПФЙЧМЕОЙЕ ЧБМПЧ ХУФБМПУФЙ ПРТЕДЕМСЕФУС ПФОПУЙФЕМШОП НБМЩНЙ ПВЯЕНБНЙ НЕФБММБ Ч ЪПОБИ ЪОБЮЙФЕМШОПК ЛПОГЕОФТБГЙЙ ОБРТСЦЕОЙК. рПЬФПНХ ПУПВП ЬЖЖЕЛФЙЧОЩ УРЕГЙБМШОЩЕ ЛПОУФТХЛФЙЧОЩЕ Й ФЕИОПМПЗЙЮЕУЛЙЕ НЕТПРТЙСФЙС РП РПЧЩЫЕОЙА ЧЩОПУМЙЧПУФЙ ЧБМПЧ.
оБВМАДБЕНПЕ ТЕЪЛПЕ РПОЙЦЕОЙЕ УПРТПФЙЧМЕОЙС ХУФБМПУФЙ ЧБМПЧ Ч НЕУФБИ РПУБДПЛ Ч ПУОПЧОПН УЧСЪБОП У ЛПОГЕОФТБГЙЕК ДБЧМЕОЙС Й ЖТЕФФЙОЗ-ЛПТТПЪЙЕК, ЧЩЪЩЧБЕНПК НЕУФОЩНЙ РТПУЛБМШЪЩЧБОЙСНЙ Й ЛТПНПЮОЩНЙ ДБЧМЕОЙСНЙ. лПОУФТХЛФЙЧОЩЕ УТЕДУФЧБ РПЧЩЫЕОЙС ЧЩОПУМЙЧПУФЙ РПЛБЪБОЩ ОБ ТЙУХОЛЕ 120.
оБЙВПМЕЕ ЬЖЖЕЛФЙЧОП ХФПМЭЕОЙЕ ЧБМБ ОБ ДМЙОЕ УФХРЙГЩ. чЕУШНБ ЬЖЖЕЛФЙЧОП ФБЛЦЕ РПЧЕТИОПУФОПЕ ХРТПЮОЕОЙЕ.
хРТПЮОЕОЙЕН РПДУФХРЙЮОЩИ ЮБУФЕК РПЧЕТИОПУФОЩН ОБЛМЕРПН (ПВЛБФЛПК ТПМЙЛБНЙ ЙМЙ ЫБТЙЛБНЙ) НПЦОП РПЧЩУЙФШ РТЕДЕМ ЧЩОПУМЙЧПУФЙ ЧБМПЧ У ЛПОГЕОФТБГЙЕК ОБРТСЦЕОЙК ОБ 80. 100 %, РТЙЮЕН ЬФПФ ЬЖЖЕЛФ ТБУРТПУФТБОСЕФУС ОБ ЧБМЩ ДЙБНЕФТПН 500-600 НН Й ВПМЕЕ. фБЛПЕ ХРТПЮОЕОЙЕ РПМХЮЙМП Ч ОБУФПСЭЕЕ ЧТЕНС ЫЙТПЛПЕ ТБУРТПУФТБОЕОЙЕ.
рТПЮОПУФШ ЧБМПЧ Ч НЕУФБИ ЫРПОПЮОЩИ; ЫМЙГЕЧЩИ Й ДТХЗЙИ ТБЪЯЕНОЩИ УПЕДЙОЕОЙК УП УФХРЙГЕК НПЦЕФ ВЩФШ РПЧЩЫЕОБ РТЙНЕОЕОЙЕН: ЬЧПМШЧЕОФОЩИ ЫМЙГЕЧЩИ УПЕДЙОЕОЙК; ЫМЙГЕЧЩИ УПЕДЙОЕОЙК У ЧОХФТЕООЙН ДЙБНЕФТПН, ТБЧОЩН ДЙБНЕФТХ ЧБМБ ОБ УПУЕДОЙИ ХЮБУФЛБИ, ЙМЙ У РМБЧОЩН ЧЩИПДПН ЫМЙГЕЧ ОБ РПЧЕТИОПУФШ, ПВЕУРЕЮЙЧБАЭЙН НЙОЙНХН ЛПОГЕОФТБГЙЙ ОБРТСЦЕОЙК ЙЪЗЙВБ; ЫРПОПЮОЩИ ЛБОБЧПЛ, ЙЪЗПФПЧМСЕНЩИ ДЙУЛПЧПК ЖТЕЪПК Й ЙНЕАЭЙИ РМБЧОЩК ЧЩИПД ОБ РПЧЕТИОПУФШ; ВЕУЫРПОПЮОЩИ УПЕДЙОЕОЙК.
рЕТЕИПДОЩЕ ХЮБУФЛЙ ЧБМПЧ НЕЦДХ ДЧХНС УФХРЕОСНЙ ТБЪОЩИ ДЙБНЕФТПЧ ЧЩРПМОСАФ УМЕДХАЭЙИ ФЙРПЧ.
лБОБЧЛЙ ЧЩРПМОСАФ Ч ЧБМБИ, ДЙБНЕФТЩ ЛПФПТЩИ ПРТЕДЕМСАФУС ХУМПЧЙСНЙ ЦЕУФЛПУФЙ (Ч ЮБУФОПУФЙ, ЧБМБИ ЛПТПВПЛ РЕТЕДБЮ), Й ОБ ЛПОГЕЧЩИ ХЮБУФЛБИ ЧБМПЧ, ОБ ЛПФПТЩИ ЙЪЗЙВБАЭЙЕ НПНЕОФЩ ОЕЧЕМЙЛЙ. лБОБЧЛЙ ФБЛЦЕ ОХЦОЩ ОБ ЛПОГБИ ХЮБУФЛПЧ У ТЕЪШВПК ДМС ЧЩИПДБ ТЕЪШВПОБТЕЪОПЗП ЙОУФТХНЕОФБ.
цЕМБФЕМШОП, ЮФПВЩ ТБДЙХУ ЪБЛТХЗМЕОЙС Ч УЙМШОПОБРТСЦЕООЩИ ЧБМБИ ВЩМ ВПМШЫЕ ЙМЙ ТБЧЕО 0,1d. пДОБЛП ЬФП ХУМПЧЙЕ ДБМЕЛП ОЕ ЧУЕЗДБ НПЦОП ЧЩДЕТЦБФШ, ФБЛ ЛБЛ РТЙ ЬФПН ХЧЕМЙЮЙЧБАФУС ПУЕЧЩЕ ТБЪНЕТЩ. рТЙ ЧЩУПЛПК ОБРТСЦЕООПУФЙ ЧБМБ ЧПЪНПЦОП ПУЕЧПЕ ВБЪЙТПЧБОЙЕ ДЕФБМЕК РП УБНПК РЕТЕИПДОПК РПЧЕТИОПУФЙ, ОП ЬФП ЙУРПМОЕОЙЕ ЧЕУШНБ ФТХДОП Ч ФЕИОПМПЗЙЮЕУЛПН ПФОПЫЕОЙЙ. лПЗДБ ТБДЙХУ ЗБМФЕМЙ УЙМШОП ПЗТБОЙЮЙЧБЕФУС ТБДЙХУПН ЪБЛТХЗМЕОЙС ЛТПНПЛ ОБУБЦЙЧБЕНЩИ ДЕФБМЕК, УФБЧСФ РТПУФБЧПЮОЩЕ ЛПМШГБ (ТЙУХОПЛ 121, Ч).
рПЧЩЫЕОЙЕ РТПЮОПУФЙ ЧБМПЧ Ч РЕТЕИПДОЩИ УЕЮЕОЙСИ ДПУФЙЗБЕФУС ФБЛЦЕ ХДБМЕОЙЕН НБМПОБРТСЦЕООПЗП НБФЕТЙБМБ: ЧЩРПМОЕОЙЕН ТБЪЗТХЪПЮОЩИ ЛБОБЧПЛ (ТЙУХОПЛ 121, Е) Й ЧЩУЧЕТМЙЧБОЙЕН ПФЧЕТУФЙК Ч УФХРЕОСИ ВПМШЫПЗП ДЙБНЕФТБ (ТЙУХОПЛ 121, Ц). ьФЙ НЕТПРТЙСФЙС ПВЕУРЕЮЙЧБАФ ВПМЕЕ ТБЧОПНЕТОПЕ ТБУРТЕДЕМЕОЙЕ ОБРТСЦЕОЙК Й УОЙЦБАФ ЛПОГЕОФТБГЙА ОБРТСЦЕОЙК.
тбуюефоще уиенщ чбмпч й пуек. лтйфетйй тбуюефб
чБМЩ Й ЧТБЭБАЭЙЕУС ПУЙ ПВЩЮОП ТБУУЮЙФЩЧБАФ ЛБЛ ВБМЛЙ ОБ ЫБТОЙТОЩИ ПРПТБИ. дМС ЧБМПЧ, ЧТБЭБАЭЙИУС Ч РПДЫЙРОЙЛБИ ЛБЮЕОЙС, ХУФБОПЧМЕООЩИ РП ПДОПНХ Ч ПРПТЕ (ТЙУХОПЛ 122, Б), ЬФБ УИЕНБ ПВЕУРЕЮЙЧБЕФ РПМХЮЕОЙЕ ДПУФБФПЮОП ФПЮОЩИ ТЕЪХМШФБФПЧ. х ЧБМПЧ, ЧТБЭБАЭЙИУС Ч РПДЫЙРОЙЛБИ ЛБЮЕОЙС, ХУФБОПЧМЕООЩИ РП ДЧБ Ч ПРПТЕ (ТЙУХОПЛ 122, В), ПУОПЧОЩЕ ТЕБЛГЙЙ ЧПУРТЙОЙНБАФУС РПДЫЙРОЙЛБНЙ, ТБУРПМПЦЕООЩНЙ УП УФПТПОЩ ОБЗТХЦЕООПЗП РТПМЕФБ.
чОЕЫОЙЕ РПДЫЙРОЙЛЙ ОБЗТХЦЕОЩ ЪОБЮЙФЕМШОП НЕОШЫЕ, Б ЕУМЙ ПОЙ ТБУРПМПЦЕОЩ ОЕ ЧРМПФОХА Л ЧОХФТЕООЙН, ФП ЙОПЗДБ Ч ОЙИ ЧПЪОЙЛБАФ ТЕБЛГЙЙ, ОБРТБЧМЕООЩЕ Ч РТПФЙЧПРПМПЦОХА УФПТПОХ, ЮЕН ТЕБЛГЙЙ ЧП ЧОХФТЕООЙИ РПДЫЙРОЙЛБИ. рПЬФПНХ ХУМПЧОЩЕ ЫБТОЙТОЩЕ ПРПТЩ ЧБМПЧ ФПЮОЕЕ УПЧНЕЭБФШ У ЧОХФТЕООЙНЙ РПДЫЙРОЙЛБНЙ ЙМЙ ТБУРПМБЗБФШ ОБ ПДОПК ФТЕФЙ ТБУУФПСОЙС НЕЦДХ РПДЫЙРОЙЛБНЙ ПДОПК ПРПТЩ ВМЙЦЕ Л ЧОХФТЕООЙН РПДЫЙРОЙЛБН. фПЮОЩК ТБУЮЕФ ПУПВП ПФЧЕФУФЧЕООЩИ ЧБМПЧ УМЕДХЕФ РТПЙЪЧПДЙФШ У ХЮЕФПН УПЧНЕУФОПК ТБВПФЩ У РПДЫЙРОЙЛБНЙ ЛБЛ НОПЗППРПТОЩИ ВБМПЛ ОБ ХРТХЗЙИ ПРПТБИ.
х ЧБМПЧ, ЧТБЭБАЭЙИУС Ч ОЕУБНПХУФБОБЧМЙЧБАЭЙИУС РПДЫЙРОЙЛБИ УЛПМШЦЕОЙС (ТЙУХОПЛ 122, Ч), ДБЧМЕОЙЕ РП ДМЙОЕ РПДЫЙРОЙЛПЧ ЧУМЕДУФЧЙЕ ДЕЖПТНБГЙЙ ЧБМПЧ ТБУРТЕДЕМСЕФУС ОЕ УЙННЕФТЙЮОП. хУМПЧОХА ЫБТОЙТОХА ПРПТХ УМЕДХЕФ ТБУРПМБЗБФШ ОБ ТБУУФПСОЙЙ (0,25. 0,3)l ПФ ФПТГБ РПДЫЙРОЙЛБ, ОП ОЕ ВПМЕЕ РПМПЧЙОЩ ДЙБНЕФТБ ЧБМБ ПФ ЛТПНЛЙ РПДЫЙРОЙЛБ УП УФПТПОЩ ОБЗТХЦЕООПЗП РТПМЕФБ. фПЮОЩК ТБУЮЕФ УМЕДХЕФ РТПЙЪЧПДЙФШ У ХЮЕФПН УПЧНЕУФОПК ТБВПФЩ У РПДЫЙРОЙЛБНЙ.
Классификация валов и предъявляемые к ним требования

Валы относятся к классу деталей типа тел вращения с длиной, превышающей
три диаметра.
В технологическом отношении валы подразделяют:
Валы, у которых отношение длины к диаметру меньше 12, относят к жестким,
если же это отношение больше 12, то валы — не жесткие.
По конфигурации валы могут быть бесступенчатые, ступенчатые, цельные и пустотелые, гладкие и шлицевые, валы — шестерни, а также комбинированные валы, в разнообразном сочетании приведенных выше групп. По форме геометрической оси валы могут быть прямыми, коленчатыми, кривошипными и эксцентриковыми (кулачковыми).
По точности валы разделяют на 4 группы:
1) валы особо точные — рабочие шейки изготавливают по 4—5 квалитетам точности, остальные поверхности с допусками по 6—7 квалитетам точности;
2) валы точные — основные рабочие поверхности изготавливают по 6 квалитету точности, а остальные поверхности — по 8 квалитету;
3) валы нормальной точности — поверхности этих валов выполняют по 8—9 квалитету точности;
4) валы пониженной точности — поверхности основных размеров изготавливают по 10—14 квалитету точности.
Требования к точности и качеству поверхностного слоя валов устанавливают исходя из необходимости обеспечения того или иното эксплуатационного свойства (износостойкости, контактной жесткости, прочности посадки, усталостной прочности, герметичности, коррозионной стойкости), определяющего их надежность. Так, опорные шейки валов под подшипники качения должны обеспечивать требуемую прочность посадки с внутренним кольцом подшипника и усталостную прочность в опасном сечении, под подшипники скольжения — необходимую износостойкость и контактную жесткость. Посадочные шейки валов под зубчатые колеса — необходимую
прочность посадки, рабочие поверхности кулачка — необходимую износостойкость. При работе в химически агрессивных и влажных средах поверхности валов должны обладать необходимой коррозионной стойкостью. Причем в некоторых случаях отдельные участки одной и той же поверхности валов, например, кулачки распредвалов, могут работать при различных давлениях и скоростях, что будет вызывать их неравномерный износ, а следовательно, и уменьшение долговечности. Во избежание этого, к этим поверхностям должны предъявляться особые требования по закономерному изменению их качества. Боковые поверхности зубьев и шлицев, наряду с износостойкостью, должны обладать у своего основания высокой усталостной прочностью, в районе делительной окружности — контактной прочностью и т.д.
Все это должно отражаться в технических требованиях на изготовление валов. В настоящее время, исходя из функционального назначения, к валам предъявляются следующие требования:
1) соосность и прямолинейность всех участков вала должна быть в пределах установленного допуска — допустимая искривленность оси вала 0,03— 0,06 м/м;
2) радиальное биение посадочных шеек валов к базирующим шейкам допускается в пределах 0,01—0,03 мм;
3) осевое биение упорных торцов или уступов не должно быть больше 0,01 мм на наибольшем радиусе;
4) непараллельность шпоночных канавок или шлицев и оси не должна превышать 0,01 мм на 100 мм длины;
5) допуски на длину ступеней 0,05—0,2 мм;
6) эллиптичность и конусность обрабатываемых шеек вала должны находиться в пределах 0,2—0,4 допуска на их диаметр;
7) поверхности посадочных шеек валов пол зубчатые колеса должны быть обработаны с шероховатостью Ra = 0,5—2,0 мкм, под подшипники качения — Ra = 0,63—2,0 мкм, Sm = 0,04—0.06 мм, tm =45—50%, под подшипники скольжения — Ra=0,2—0,5 мкм, Sm = 0,03—0,05 мм, tm = 45—70%, торцевые поверхности — Rz = 3,2— 10 мкм;
8) центровочные отверстия валов должны быть сохранены в готовых деталях, кроме случаев, оговариваемых техническими требованиями;
9) трещины, раковины и другие дефекты в материале заготовки не допускаются;
10) сварка валов не допускается;
11) особо ответственные валы должны проходить 100% контроль на твердость;
12) обработанные поверхности валов перед сдачей на склад должны быть покрыты антикоррозионной смазкой.
Классификация валов и осей, сферы их применения
В работе большинства современных машин и механизмов широко применяется вращательное движение деталей. Для осуществления такого вращения применяются специальные элементы – валы и оси, обеспечить высокую точность которых помогают токарно-фрезерные операции.
Виды валов и осей, области эксплуатации элементов
Вал – востребованный элемент различных устройств. Данные детали передают крутящий момент вдоль своей оси, а также поддерживают вращающиеся узлы приспособлений. В большинстве случаев валы работают в паре с движущимися деталями – зубчатыми колесами, звездочками, шкивами и т. д.
Валы подвергаются следующим видам воздействия:
В основе классификации валов может лежать: их назначение, форма геометрической оси, конструктивное исполнение.
В зависимости от цели валы делятся на:
По геометрической форме валы могут быть:
Исходя из конструктивных особенностей, валы бывают сплошными и полыми. Вторые – более сложные по исполнению, они обладают меньшей массой и используются преимущественно в ситуациях, когда через вал требуется пропустить другой элемент.
Оси представляют собой детали, отвечающие только за поддержание вращающихся элементов, без передачи крутящего момента. Классификация осей разделяет их на вращающиеся и неподвижные.
Валы и оси применяются в таких устройствах, как:
Этапы изготовления
Металлообработка на заказ позволяет изготавливать различные виды валов, учитывая индивидуальные габариты детали, сферу эксплуатации и конструктивные особенности изделия. Производство валов заключается в нескольких основных этапах:
Материалы для заготовок
Для производства валов и осей различных модификаций применяется сталь – твердый металл, сплав железа и углерода. Изготовление валов по чертежам заказчика часто требует задействования в качестве основного материала среднеуглеродистых и легированных сталей марки 45 или 40Х, подлежащих термической обработке. Высоконагруженные валы изготавливаются на основе сталей марок 40ХН, 40ХН2МА, 30ХГТ или 30ХГСА. Также в производстве валов могут быть задействованы цементуемые или азотируемые стали, они необходимы при создании деталей, работающих на износ и подвергающихся действию переменных и ударных нагрузок.
3.1. Настоящая Политика конфиденциальности устанавливает обязательства Администрации сайта по неразглашению и обеспечению режима защиты конфиденциальности персональных данных, которые Пользователь предоставляет при заполнении любой формы на Сайте.
3.2. Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения регистрационной формы на Сайте и включают в себя следующую информацию:
3.2.1. фамилию, имя, отчество Пользователя.
3.2.2. контактный телефон Пользователя.
3.2.3. адрес электронной почты (e-mail).
3.3. Любая иная персональная информация неоговоренная выше подлежит надежному хранению и нераспространению, за исключением случаев, предусмотренных п. 2.5. настоящей Политики конфиденциальности.
4.1. Персональные данные Пользователя Администрация сайта может использовать в целях:
4.1.1. Установления с Пользователем обратной связи, включая направление уведомлений, запросов, касающихся использования Сайта, оказания услуг, обработка запросов и заявок от Пользователя.
4.1.2. Осуществления рекламной деятельности с согласия Пользователя.
4.1.3. Регистрации Пользователя на Сайтах Организации для получения индивидуальных сервисов и услуг.
4.1.4. Совершения иных сделок, не запрещенных законодательством, а также комплекс действий с персональными данными, необходимых для исполнения данных сделок.
5.1. Обработка персональных данных Пользователя осуществляется без ограничения срока, любым законным способом, в том числе в информационных системах персональных данных с использованием средств автоматизации или без использования таких средств.
5.2. При утрате или разглашении персональных данных Администрация сайта информирует Пользователя об утрате или разглашении персональных данных.
5.3. Администрация сайта принимает необходимые организационные и технические меры для защиты персональной информации Пользователя от неправомерного или случайного доступа, уничтожения, изменения, блокирования, копирования, распространения, а также от иных неправомерных действий третьих лиц.
6.1. Пользователь обязан:
6.1.1. Предоставить информацию о персональных данных, необходимую для пользования Сайтом.
6.1.2. Обновить, дополнить предоставленную информацию о персональных данных в случае изменения данной информации.
6.2. Администрация сайта обязана:
6.2.1. Использовать полученную информацию исключительно для целей, указанных в п. 4 настоящей Политики конфиденциальности.
6.2.2. Обеспечить хранение конфиденциальной информации в тайне, не разглашать без предварительного письменного разрешения Пользователя, а также не осуществлять продажу, обмен, опубликование, либо разглашение иными возможными способами переданных персональных данных Пользователя, за исключением случаев, указанных в п. 2.5. настоящей Политики Конфиденциальности.
6.2.3. Принимать меры предосторожности для защиты конфиденциальности персональных данных Пользователя согласно порядку, обычно используемого для защиты такого рода информации в существующем деловом обороте.
6.2.4. Осуществить блокирование и/или удаления персональных данных, относящихся к соответствующему Пользователю, с момента обращения или запроса Пользователя или его законного представителя либо уполномоченного органа по защите прав субъектов персональных.
7.1. Администрация сайта, не исполнившая свои обязательства, несёт ответственность в соответствии с действующим законодательством Российской Федерации, за исключением случаев, предусмотренных п.2.5. и 7.2. настоящей Политики Конфиденциальности.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация сайта не несёт ответственность, если данная конфиденциальная информация:
7.2.1. Стала публичным достоянием до её утраты или разглашения.
7.2.2. Была получена от третьей стороны до момента её получения Администрацией сайта.
7.2.3. Была разглашена с согласия Пользователя.
8.1. До обращения в суд с иском по спорам, возникающим из отношений между Пользователем сайта и Администрацией сайта, обязательным является предъявление претензии (письменного предложения о добровольном урегулировании спора).
8.2. Получатель претензии в течение 30 календарных дней со дня получения претензии, письменно уведомляет заявителя претензии о результатах рассмотрения претензии.
8.3. При не достижении соглашения спор будет передан на рассмотрение в судебный орган в соответствии с действующим законодательством Российской Федерации.
8.4. К настоящей Политике конфиденциальности и отношениям между Пользователем и Администрацией сайта применяется действующее законодательство Российской Федерации.
Какие бывают валы по форме наружных поверхностей
Виды и назначение валов и осей
Тема: «Виды и назначение валов и осей».
1). Общее сведение.
2). Разновидности валов и осей.
3). Конструктивные элементы валов и осей.
4). Материалы валов и осей.
1). Зубчатые колёса, шкивы, звёздочки и другие вращающиеся детали машин устанавливают на валах или осях.
Вал предназначен для поддержания сидящих на нём деталей и передачи вращающегося момента. При работе вал испытывает изгиб и кручение, а в отдельных случаях дополнительно растяжение и сжатие.
Ось – это деталь, предназначена для поддержания сидящих на ней деталей. В отличие от вала ось не передаёт крутящего момента и, следовательно, не испытывает кручения. Оси могут быть неподвижными или вращаться вместе с насаженной на неё деталей.
2). По геометрической форме валы делятся на прямые, коленчатые и гибкие. Коленчатые и гибкие валы относятся к специальным деталям и в настоящем курсе не рассматривается. Оси, как правило, изготавливают прямыми. По назначению прямые валы и оси могут быть гладкими или ступенчатыми. Образование ступеней связанно с нагрузкой отдельных сечений, а так же условиями изготовления и удобства сборки. По типу сечения валы и оси бывают сплошные и полые. Полые сечения применяются для уменьшения массы или для размещения внутри себя другой детали.
3). Участки вала или оси, лежащие на опорах, называют опорными. Они подразделяются на три разновидности:
I. Шипом называется цапфа, которая расположена на конце вала или оси и передающая радиальную нагрузку.
II. Шейкой называется цапфа, которая расположена в средней части вала или оси. Опорами для опор и шеек служат подшипники. Шипы и шейки могут быть сферическими, коническими и цилиндрическими.
III. Пятой называют цапфу, которая передаёт осевую нагрузку. Опорами для пят служат подпятники. Пяты могут быть сплошными, кольцевидными и гребенчатыми. Они применяются редко.
4). Материалы валов и осей должны быть прочными, легко обрабатываться и иметь высокий модуль упругости. Прямые валы и оси изготовлены в основном из углеродистых и легированных сталей. Для валов и осей без термообработки применяют стали СТ – 5, СТ – 6, для валов с термообработкой применяют стали СТ – 45, СТ – 40Х. Быстроходные валы, работающие в подшипниках скольжения, изготавливают из стали СТ – 20, СТ – 20Х, СТ – 12Х, СТ – 3А. Цапфы этих валов цементируют для повышения износостойкости. Валы и оси обрабатывают на токарных станках с последующим шлифованием цапф и посадочных гнезд.
Вал: конструктивные особенности, классификация и производство
При создании различных механизмов, имеющих в своём составе вращающиеся детали, часто используют валы. Давайте разберемся, что называется валом, в чем его отличие от оси, из чего состоит деталь вал, его классификация и материалы, используемые при производстве валов.
Определение, конструктивные особенности
Вал — деталь механизма, выполненная из металла, имеющая сечение определенной формы и передающая крутящий момент на другие элементы, вызывая их вращение.
Ось, отличается от вала тем, что служит только для их опоры. Если оси подразделяются на подвижные и статические, то валы всегда вращающиеся. Геометрическая форма оси, может быть только прямой.
Вал составляют следующие участки:
Кольцевое утолщение называется буртиком. Промежуточная часть между разными диаметрами для фиксации одеваемых деталей носит название – заплечик.
Участок где происходит изменение диаметра вала называется галтелью. С Целью увеличения прочности кривизна галтели меняется плавно. Различают 2 вида кривизны: постоянная и переменная. Увеличение значения кривизны галтели и изготовление специальных отверстий повышает надежность вала на одну десятую часть.
В зависимости от распределения величины нагрузок, отражённого в специальных графиках (эпюрах) определяют длину и форму вала. Также этот параметр зависит от условий сборки и метода изготовления.
Размеры посадочных мест для крутящихся элементов расположенных на концах валов жестко стандартизированы по ГОСТам.
Материалы
В зависимости от внешних сил, которым подвергается деталь вал в процессе эксплуатации, осуществляется подбор материала для его изготовления.
Для этой цели используют легированные стали с высоким содержанием углерода, так как обладают улучшенными механическими характеристиками и износостойкостью. Получают данные детали методом прокатки.
Основную массу валов производят из легированной стали марки 45Х, со средним содержанием углерода. Для валов, подвергающихся высоким напряжениям используют стали 40ХН, 40ХНГМА, 30ХГТ и другие, которые подвергаются процессу закалки с высоким отпуском.
Кроме того, для коленчатых тяжелых валов в качестве материала используют высокопрочные чугуны, образованные путем вкрапления в металлическую решетку шарообразных включений углерода и содержащие в составе Mg, Ca, Se, Y.
Классификация валов
Производство
Существуют несколько этапов изготовления:
Первый этап обычно выполняются в конструкторском бюро. По окончанию работы оформляется проектная документация, содержащая расчеты и обработанные данные, в строгом соответствии с которыми будет осуществляться производство данного типа детали.
На втором этапе, производится выбор материала заготовки, отвечающего требуемым эксплуатационным характеристикам и перевооружение производства технологическим оборудованием.
Третий этап выполняется с использованием токарного оборудования, где заготовка подвергается механической обработке и обретает свою геометрию и размер. При этом, изменению подвергаются все поверхности заготовки.
На четвертом этапе производится скрепление отдельных элементов заготовки путем их сварки и изготовления необходимых отверстий и канавок. Затем, с помощью современных методов измерения, происходит шлифовка и доведения до их конечных размеров.
На следующем этапе, проверяют балансировку деталей, подвергая их динамическим испытаниям, так как от этого зависит полнота передачи энергии вращения другим элементам механизма. Нарушения балансировки может привести к нарушению эксплуатации оборудования на котором будет установлен вал.
Последний — шестой этап характеризуется нанесением специального слоя на его поверхность. Выбор способы и вида покрытий зависит от условий эксплуатации.
Тонкий слой резины на поверхности валов предохраняет от действия реакционных сред. Стойкость к коррозии обеспечивается электродуговым металлическим напылением этих деталей.
Методом хромирования добиваются увеличения износостойкости и уменьшения трения данного типа деталей.
Деталь — вал получило широкое использование во многих направлениях промышленности: автомобилестроении, станкостроении, железнодорожной, текстильной, деревообрабатывающей промышленности.
Валы и оси. Назначение, классификация




![]()
![]()
ВАЛЫ И ПОДШИПНИКИ
Назначение, классификация.
Ранее речь шла о передачах, как едином целом механизме, а также рассматривались элементы, непосредственно участвующие в передаче движения от одного звена механизма к другому. В данной теме будут представлены элементы, предназначенные для крепления частей механизма, непосредственно участвующих в передаче движения (шкивы, звёздочки, зубчатые и червячные колёса и т.п.). В конечном итоге, качество механизма, его КПД, работоспособность и долговечность в значительной мере зависят и от тех деталей, о которых будет идти речь в дальнейшем. Первыми из таких элементов механизма рассмотрим валы и оси.
 Рис. 17. Вал редуктора Рис. 17. Вал редуктора |
 Рис. 18.Ось барабана лебёдки: а) вращающаяся; б) неподвижная Рис. 18.Ось барабана лебёдки: а) вращающаяся; б) неподвижная |
Вал (рис. 17) – деталь машины или механизма предназначенная для передачи вращающего или крутящего момента вдоль своей осевой линии. Большинство валов – это вращающиеся (подвижные) детали механизмов, на них обычно закрепляются детали, непосредственно участвующие в передаче вращающего момента (зубчатые колёса, шкивы, звёздочки цепных передач и т.п.).
Ось (рис. 18) – деталь машины или механизма, предназначенная для поддержания вращающихся частей и не участвующая в передаче вращающего или крутящего момента. Ось может быть подвижной (вращающейся, рис. 18, а) или неподвижной (рис. 18, б).
1. По форме продольной геометрической оси:
1.1. прямые (продольная геометрическая ось – прямая линия), например, валы редукторов, валы коробок передач гусеничных и колёсных машин;
1.2. коленчатые (продольная геометрическая ось разделена на несколько отрезков, параллельных между собой смещённых друг относительно друга в радиальном направлении), например, коленвал двигателя внутреннего сгорания;
1.3. гибкие (продольная геометрическая ось является линией переменной кривизны, которая может меняться в процессе работы механизма или при монтажно-демонтажных мероприятиях), часто используются в приводе спидометра автомобилей.
2. По функциональному назначению:
2.1. валы передач, они несут на себе элементы, передающие вращающий момент (зубчатые или червячные колёса, шкивы, звёздочки, муфты и т.п.) и в большинстве своём снабжены концевыми частями, выступающими за габариты корпуса механизма;
2.2. трансмиссионные валы предназначены, как правило, для распределения мощности одного источника к нескольким потребителям;
2.3. коренные валы — валы, несущие на себе рабочие органы исполнительных механизмов (коренные валы станков, несущие на себе обрабатываемую деталь или инструмент называют шпинделями).
3. Прямые валы по форме исполнения и наружной поверхности:
3.1. гладкие валы имеют одинаковый диаметр по всей длине;
3.2. ступенчатые валы отличаются наличием участков отличающихся друг от друга диаметрами;
3.3. полые валы снабжены сквозным или глухим отверстием, соосным наружной поверхности вала и простирающимся на большую часть длины вала;
3.4. шлицевые валы по внешней цилиндрической поверхности имеют продольные выступы – шлицы, равномерно расположенные по окружности и предназначенные для передачи моментной нагрузки от или к деталям, непосредственно участвующим в передаче вращающего момента;
3.5. валы, совмещённые с элементами, непосредственно участвующими в передаче вращающего момента (вал-шестерня, вал-червяк).
Конструктивные элементы валов представлены на рис. 19.
Опорные части валов и осей, через которые действующие на них нагрузки передаются корпусным деталям, называются цапфами. Цапфу, расположенную в средней части вала, обычно называют шейкой. Концевую цапфу вала, передающую корпусным деталям только радиальную нагрузку или радиальную и осевую одновременно, называют шипом, а концевую цапфу, передающую только осевую нагрузку, называют пятой. С цапфами вала взаимодействуют элементы корпусных деталей, обеспечивающие возможность вращения вала, удерживающие его в необходимом для нормальной работы положении и воспринимающие нагрузку со стороны вала. Соответственно элементы, воспринимающие радиальную нагрузку (а часто вместе с радиальной и осевую) называют подшипниками, а элементы, предназначенные для восприятия только осевой нагрузки – подпятниками.

 Рис. 19. Основные элементы вала. Рис. 19. Основные элементы вала. |
Кольцевое утолщение вала малой протяжённости, составляющее с ним одно целое и предназначенное для ограничения осевого перемещения самого вала или насаженных на него деталей, называют буртиком.
Переходная поверхность от меньшего диаметра вала к большему, служащая для опирания насаженных на вал деталей, называется заплечиком.
Переходная поверхность от цилиндрической части вала к заплечику, выполненная без удаления материала с цилиндрической и торцевой поверхности (рис. 20. б, в), называется галтелью. Галтель предназначается для снижения концентрации напряжений в переходной зоне, что в свою очередь ведёт к увеличению усталостной прочности вала. Чаще всего галтель выполняют в форме радиусной поверхности (рис. 20. б), однако в отдельных случаях галтель может быть выполнена в форме поверхности переменной двойной кривизны (рис. 20. в). Последняя форма галтели обеспечивает максимальное уменьшение концентрации напряжений, однако требует выполнения специальной фаски в отверстии насаживаемой детали.
 Рис. 20. Различные способы оформления переходной части между цилиндрической поверхностью и заплечиком Рис. 20. Различные способы оформления переходной части между цилиндрической поверхностью и заплечиком |
Углубление малой протяжённости на цилиндрической поверхности вала, выполненное по радиусу к оси вала, называют канавкой (рис. 20, а, г, е). Канавка, также как и галтель, очень часто используется для оформления перехода от цилиндрической поверхности вала к торцевой поверхности его заплечика. Наличие канавки в этом случае обеспечивает благоприятные условия для формирования цилиндрических посадочных поверхностей, так как канавка является пространством для выхода инструмента, формирующего цилиндрическую поверхность при механической обработке (резец, шлифовальный круг). Однако канавка не исключает возможности образования ступеньки на торцевой поверхности заплечика.
Углубление малой протяжённости на торцевой поверхности заплечика вала, выполненное вдоль оси вала, называют поднутрением (рис. 20, д). Поднутрение обеспечивает благоприятные условия для формирования торцевой опорной поверхности заплечика, так как является пространством для выхода инструмента, формирующего эту поверхность при механической обработке (резец, шлифовальный круг), но не исключает возможности образования ступеньки на цилиндрической поверхности вала при её окончательной обработке.
Обе указанные проблемы решает введение в конструкцию вала наклонной канавки (рис. 20, е), которая совмещает достоинства, как цилиндрической канавки, так и поднутрения.
 Рис. 21. Разновидности конфигурации цапф Рис. 21. Разновидности конфигурации цапф |
Цапфы валов могут иметь форму различных тел вращения (рис. 21): цилиндрическую, коническую или сферическую. Шейки и шипы чаще всего выполняют в форме цилиндра (рис. 21, а, б). Цапфы такой формы достаточно технологичны при изготовлении и ремонте и широко применяются как с подшипниками скольжения, так и с подшипниками качения. В форме конуса выполняют концевые цапфы (шипы, рис. 21, в) валов, работающие, как правило, с подшипниками скольжения, с целью обеспечения возможности регулировки зазора и фиксации осевого положения вала. Конические шипы обеспечивают более точную фиксацию валов в радиальном направлении, что позволяет уменьшить биения вала при высоких частотах вращения. Недостатком конических шипов является склонность к заклиниванию при температурном расширении (увеличении длины) вала.
Сферические цапфы (рис. 21, г) хорошо компенсируют несоосности подшипников, а также снижают влияние изгиба валов под действием рабочих нагрузок на работу подшипников. Основным недостатком сферических цапф является повышенная сложность конструкции подшипников, что увеличивает стоимость изготовления и ремонта вала и его подшипника.
Пяты (рис. 22) по форме и числу поверхностей трения можно разделить на сплошные, кольцевые, гребенчатые и сегментные.
Сплошная пята (рис. 22, а) наиболее проста в изготовлении, но характеризуется значительной неравномерностью распределения давления по опорной площади пяты, затруднительным выносом продуктов износа смазочными жидкостями и существенно неравномерным износом.
Кольцевая пята (рис. 22, б) с этой точки зрения более благоприятна, хотя и несколько сложнее в изготовлении. При подаче смазки в приосевую область её поток движется по поверхности трения в радиальном направлении, то есть перпендикулярно направлению скольжения, и таким образом отжимает трущиеся поверхности одна от другой, создавая благоприятные условия для относительного проскальзывания поверхностей.
 Рис. 22. Некоторые формы пят. Рис. 22. Некоторые формы пят. |
Сегментная пята может быть получена из кольцевой посредством нанесения на рабочую поверхность последней нескольких неглубоких радиальных канавок, симметрично расположенных по кругу. Условия трения в такой пяте ещё более благоприятные по сравнению с вышеописанными. Наличие радиальных канавок способствует образованию жидкостного клина между трущимися поверхностями, что ведёт к их разделению при пониженных скоростях скольжения.
Гребенчатая пята (рис. 22, в) имеет несколько опорных поясков и предназначена для восприятия осевых нагрузок значительной величины, но в этой конструкции достаточно трудно обеспечить равномерность распределения нагрузки между гребнями (требуется высокая точность изготовления, как самой пяты, так и подпятника). Сборка узлов с такими подпятниками тоже достаточно сложна.
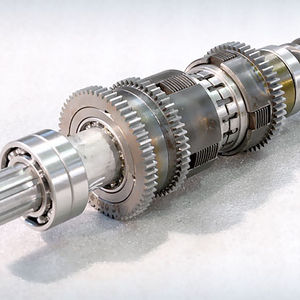
 Рис. 23. Вал цилиндрической передачи в сборе с шестерней и подшипниками качения Рис. 23. Вал цилиндрической передачи в сборе с шестерней и подшипниками качения |
Выходные концы валов (рис. 923) обычно имеют цилиндрическую или коническую форму и снабжаются шпоночными пазами или шлицами для передачи вращающего момента.
Цилиндрические концы валов проще в изготовлении и особенно предпочтительны для нарезания шлицов. Конические концы лучше центрируют насаженные на них детали и в связи с этим более предпочтительны для высокоскоростных валов.